Did you know the illustrator and writer Beatrix Potter was related to the Potters that set up Wallpaper Printing in Darwen, Lancashire?
The original Crown Wallpaper mill at Darwen. The top window floor was the Gravure Printing area and the first Rotomec Printing machine was installed there that was 3 times faster than all the other Cerrutti machines.

The printing of calico was introduced to Darwen, Lancashire by James Greenway, in 1776.. John Potter (1773–1838), a Manchester merchant broker, married his daughter Sarah, and had a family of four sons and five daughters, of whom two died extremely young. The sons included Charles Potter (1802–1872) and his brothers Alfred (born 1804), Harold (born 1806), and Edwin (born 1810). Of the daughters, Sarah Jane (born 1799) married the Hon. Anthony Oliver Molesworth of the Royal Artillery, and Julia (born 1817) married Nathaniel James Merriman and was mother of John X. Merriman.
James Greenway set up the Dob Meadow Print Works for calico in 1808. He was joined in the business by John Potter, and William Maude, another son-in-law. Charles Potter, John’s son, came to work there in the 1820s. In 1831, however, John Potter and William Maude were bankrupted. Charles Potter and William Ross, in 1832, set up a new partnership, Potter & Ross, printing calico.
Potter & Co., wallpaper manufacturer in Darwen, was founded by Charles Potter, Harold Potter and Edwin Potter in 1840, spun out of the calico printers Potter & Ross. The new business depended on Patent No. 8302 of 1839, obtained by Harold Potter, adapting a calico printing technique to wallpaper.
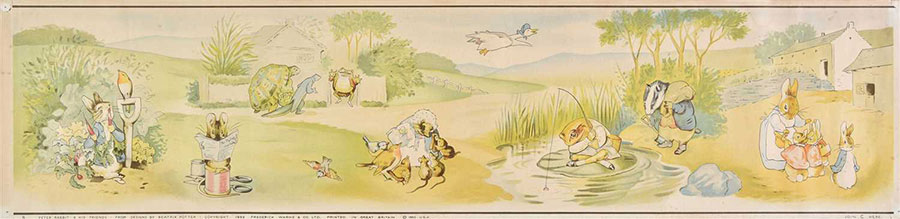
Edmund Potter, another calico printer, was a nephew of John Potter (1773–1838), the son of his brother James.There was therefore a family connection between the wallpaper Potters and Beatrix Potter, granddaughter of Edmund Potter. She showed she was aware of it, in a letter about a frieze of some of her characters.

The earliest wallpapers used in Europe date back to as early as the thirteenth century and were painted with images of popular religious icons. Within the next few centuries, wallpapers were hand block-printed, but only remained popular with the poorer classes.
In the sixteenth century, more expensive wallcoverings, depicting tapestries hung in homes of nobility, became popular with the middle classes. Small sheets either carried a repeating image, or several blocks produced a pattern spread across many sheets. Fashionable eighteenth century Americans puchased wallpapers from France and England.
Two problems plagued wallpaper stainers until the 1850’s. One was the problem of producing long sheets of paper for printing and the other was printing attractive wallpaper inexpensively. Until the 1750’s, rag-based paper was individually printed in sheets, then applied to walls. Then, wallpaper manufacturers were pasting the pieces together, ground coating them, then printing. In the late nineteenth century, the paper industry developed “endless” paper, or paper made in very long strips. By 1870, wood pulp had supplanted rag stock, resulting in a very cheap backing for wallcovering.
In the nineteenth century, printing costs were greatly reduced by abandoning labor-intensive block printing in favor of cylinder printing. Wood-block printers applied each color by hand using a separate block for each color in the pattern. Thus, each block had to be inked with the right color, pressed down on the paper, tapped to ensure a quality imprint, lifted up, and reinked as the printer moved down the paper roll—an expensive process. Wood blocks were supplanted by copper cylinders, which carried the design below the surface of the roll, each roll printing a single color. The cylinders were mounted within one machine and

the paper was mechanically fed between cylinders until the paper was completely printed—no hand printing involved. Thus, by about 1885 wood pulp paper printed with cylinders so greatly reduced wallpaper costs that it was cheaper to wallpaper a house in the United States than to paint it.More recent advances include development of additional printing methods, new inks and solvents, and use of latex and vinyl as coatings or laminates.
Raw Materials
Wallpaper consists of a backing, ground coat, applied ink, and sometimes paste on the backing used to adhere the wallpaper to the wall. Non-woven backings can be of ground wood, wood pulp, or wood pulp with synthetic material. Woven backings are those made of sturdy woven textiles such as drill (heavy woven cotton much like jean material). The woven backing is then coated and printed.
The ground coat is the background color laid on the surface, which receives the printed pattern. Coatings or laminates are made of latex or vinyl (polyvinyl chloride) and render the paper durable and strippable. Ground coats also include additives that enhance the ease of handling, opacity, and drapability of the paper.
The paper is printed with inks composed of pigment and a vehicle which ties the ink to the backing. Solvents can be acetone or water, for example. Printers choose inks carefully as the solvents they include affect the drying time and production time between color applications of the paper.
Pastes may or may not be applied to wallpapers. If they are, they are usually made up of cornstarch or wheat starch and are applied wet to the backing. Prepasted wallpapers must be rewetted for adhesion to the wall.
Design
New wallpaper designs are generally derived from sketches purchased from a staff designer or freelance wallpaper designer. The artist lays out the design on tracing paper and completes at least a partial pencil sketch. The marketing and design staff will then decide if the paper is the right “fit” for a specific look or line. If the design is accepted, the artist produces a full-scale color sketch in various colors and palettes.
After the printing process is chosen, the sketch is fine tuned to fit the requirements of the printing process and the pattern is sent to the engraver or screen-maker. Once the cylinder or screens are in place and a few pattern repeats are printed, a “strike off’ (sample wallpaper) is printed to test the color and pattern. When okayed, the paper is commercially printed in large runs.
Making the wallpaper
- 1 Ground wood sheets of paper are produced by using an entire tree, removing the bark, and pressing the tree against a revolving tread, which grinds the wood into slurry. The slurry is used to make a ground wood sheet—a relatively inexpensive wall-paper backing.Wood pulp sheets are made by debarking a tree and chipping the tree into a slurry. The mixture is run through a pulp mill where chlorine dioxide and oxygen are added to separate the lignin (which cements the woody cell walls together) from the rest of the wood pulp and bleaches the pulp. Wood pulp sheets with fibers can have synthetic fibers added to give the paper additional texture.A roll of paper from the paper mill is 65 in (1.65 m) wide, possibly as long as 22,000 ft (6,706 m), and weighs approximately one ton. Once sold to a printer, each paper roll is cut into six sub-rolls which are 21 in (53 cm) wide by 10,000 ft (3,048 m) long.
Wallpaper Coating
- 2 Before the pattern is printed, the backing must be coated with a ground color. Ground wood sheets are coated with colored vinyl (PVC), which varies in thickness depending on the durability and strippability of paper under production. Vinyl may also be laminated to backings for exceptional serviceability.Wood pulp sheets are coated with one or all of the following: kaolin clay for drapability, titanium dioxide for opacity, and latex for ease in handling and color.
Wallpaper Printing
There are five possible types of printing techniques.
- Surface printing. Metal rollers impregnated with a raised rubber pattern are mounted on a single machine. Ink is applied to the surface roller, and the ink lays in the hills or rubber pattern sitting above the surface of the roller. The ink is then pressed onto the paper.
- Gravure printing. Each color of the pattern is printed with a single roller. Copper cylinders are laser-etched then chrome-plated for durability. Large gravure-printing machines hold a maximum of 12 cylinders that together create the whole pattern. The paper roll moves to one cylinder, a back roller picks up color and pushes it against an engraved roller. A steel doctor blade pushes against the engraved cylinder, forcing ink into the etched detail. A rubber roller then presses paper against the cylinder, enabling it to pick up the ink in the valleys of the engraving. Finally, rollers carry the paper away from the cylinder into a dryer, where the ink is set. Once the ink is dry, the process begins again with the next cylinder.
- Silk screen printing. Stencils for each color present in the pattern are created from silk mesh screen, using a photographic
 Patterns can be printed onto wall-paper by one of several printing methods, including gravure printing, rotary printing, and silk-screen printing.
Patterns can be printed onto wall-paper by one of several printing methods, including gravure printing, rotary printing, and silk-screen printing.process. First, a photographic negative is made of the pattern. Then, a silk screen approximately 36 in (91 cm) long is stretched taut over a magnesium or wood frame. The screen is coated with a light sensitive emulsion, and the negative is placed on top of the screen. Once hit with bright light, the emulsion hardens in the areas not covered by the negative, forming a stencil.Paper is set upon a long table, a screen stencil is placed on top, and ink is applied by a scraper or squeegee. Color is deposited on the paper where the screen permits the ink to pass through to the paper. The stencil is picked up, moved down the paper, and inked again along the entire length of the paper roll.
Before the next color is applied, the ink is thoroughly dried. Each screen is carefully put down with blocks, guides, etc. so that the pattern is aligned and repeats without breaks. Hand printing produces patterns with thick, evenly applied color. Theoretically, the number of colors used in the screening process is limitless; however, the high cost of hand printing necessarily limits the number of colors companies can include in the pattern.
- Rotary printing. This type of printing process combines the mechanics of gravure printing with the precision of photographically produced stencils. Mesh stencils are wrapped around hollow tubes mounted within a machine. Ink continuously flows through the film-wrapped tubes and onto paper, imparting a tremendous amount of color (a maximum of 12 colors). This technique resembles the more expensive silk-screening, but it can print much more quickly—approximately 80 yd (73.12 m) of wallpaper per minute.
- Digital printing. This type of printing is the newest form of printing and probably the slowest. Intended for small runs, the advantage digital printing has over conventional printing is there are no expensive costs for separations or printing rollers. Company Director of Concept Coverings and planbseparations Ltd believes that the future is in digital printing and engraved gravure rollers will be a thing of the past, hence wht he came out of the engraving trade to set up his companies doing digital separations and digital printing.
